
automazione-it.com
29
'18
Written on Modified on
Keyence Italia SPA
L’accuratezza che riduce gli scarti.
MG ha realizzato una linea di calandratura ad alta produttività che riduce gli scarti grazie alla regolazione automatica in tempo reale del processo di piegatura resa possibile dalle misure accurate effettuate utilizzando i sensori laser e il sensore di visione di KEYENCE.
Come racconta Daniele Albenga, titolare di Delsy, la società controllata che si occupa dello sviluppo dei sistemi di automazione utilizzati nella macchine di MG, “le macchine utensili classiche per la curvatura delle lamiere di MG sono realizzate utilizzando i migliori componenti idraulici e meccanici esistenti in commercio. La complessità su queste macchine è legata alla capacità di riuscire a sfruttare al meglio elettronica e software per creare forme complesse con l’operazione di calandratura. Il nostro punto di forza è proprio questo, fornire ai nostri clienti macchine o linee complete capaci di creare prodotti dalla forma complessa in modo totalmente automatizzato, garantendo grande produttività e qualità.”
Produzione automatizzata di compressori
Uno dei progetti più recenti realizzati da Delsy e MG è stata la progettazione e realizzazione di una macchina calandratrice a 4 rulli completamente automatica destinata alla produzione 24 ore su 24 di compressori per un importante costruttore europeo.
L’esigenza del cliente era di poter realizzare la struttura in lamiera del serbatoio con un tempo di ciclo inferiore ai 30 s in una linea di produzione non presidiata, limitando al massimo gli scarti per fuori tolleranza.
“Per rispettare gli stringenti requisiti desiderati dal cliente abbiamo dovuto ricorrere a soluzioni innovative, in particolare per riuscire a ottimizzare e regolare automaticamente il processo, tenendo conto dell’inevitabile variabilità delle caratteristiche della lamiera, che ne influenzano la risposta all’operazione di piegatura,” spiega Albenga. “Abbiamo pertanto scelto di adottare un sistema di controllo retroazionato che, a partire dalle misure in tempo reale effettuate su ogni singola lamiera da piegare e sul corrispondente pezzo piegato, potesse regolare automaticamente l’azione delle calandre, per riportare il risultato ottenuto sempre al centro dell’intervallo di tolleranza ammesso per la forma del pezzo finale, senza richiedere alcun intervento da parte dell’operatore.”
Produzione H24
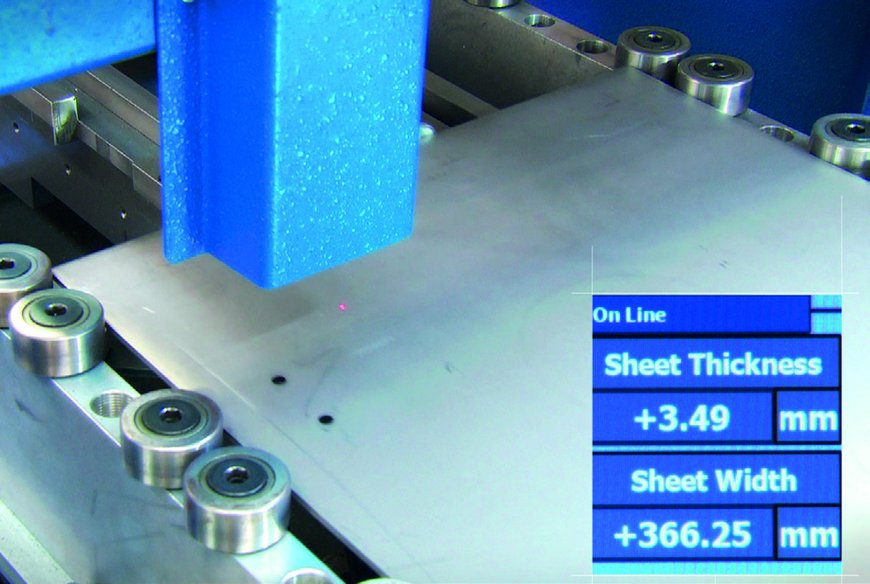
La linea di calandratura per compressori progettata da Delsy e MG è costituita da quattro isole di carico autonome per la lamiera in bancali, dalla quale i singoli fogli vengono prelevati in base al programma di lavoro definito. La lamiera da piegare viene prelevata e posta su una rulliera provvista di centratore. Una volta centrata e misurata contemporaneamente in larghezza tramite apposito trasduttore, la lamiera viene mossa da uno spintore verso la calandra e durante questo passaggio ne viene misurato in tempo reale lo spessore tramite due sensori laser KEYENCE della serie IL montati in posizione contrapposta. Sottolinea Albenga: “il tempo di ciclo richiesto era talmente ridotto che abbiamo dovuto realizzare la misura dello spessore mantenendo la lamiera in movimento. L’accuratezza e la velocità delle testine laser KEYENCE serie IL, che sono collegate via Profinet al PLC di controllo, ci ha permesso di risolvere brillantemente il problema.”
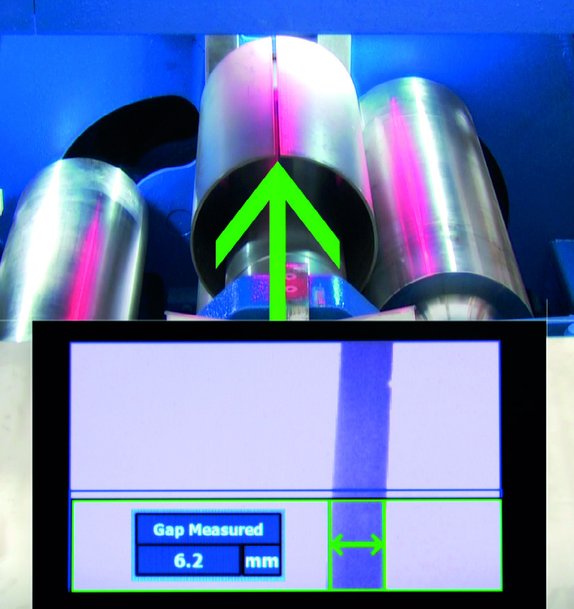
Se la lamiera supera il controllo dello spessore, allora raggiunge la calandra, che nel suo ciclo di lavorazione crea il cilindro metallico destinato a diventare il serbatoio del compressore. La lamiera piegata dalla calandra deve avere una forma estremamente controllata, con i lembi del cilindro separati da uno spazio d’aria compreso tra 4 e 8 mm, la dimensione necessaria per ottimizzare il successivo processo di saldatura.
Continua Albenga: “la misura dello spazio compreso tra i due lembi non è un’operazione semplice e in questo caso la consulenza dell’ufficio tecnico di KEYENCE si è rivelata molto utile per identificare la soluzione più efficace: il sistema di visione IVH-500MA. Con un attento studio del sistema di illuminazione più adatto alle condizioni di lavorazione della macchina, siamo riusciti a utilizzare perfettamente la telecamera del sistema di visione, per ottenere una misura accurata della distanza tra i due lembi della lamiera uscente dalla calandra. Il sistema di visione è anch’esso collegato al PLC via Profinet che, in base alla misure effettuate sul singolo pezzo piegato, comanda il CNC della calandra, ottimizzandone il comportamento per reagire al differente comportamento meccanico della lamiera man mano che si procede nella produzione dei singoli pezzi.”
Velocità e accuratezza elementi chiave
L’avere adottato un sistema di misura veloce e accurato ha permesso a Delsy di realizzare un sistema produttivo audoadattante alle variazioni della materia prima, consentendo pertanto al cliente di minimizzare gli scarti dovuti al non rispetto delle tolleranze dimensionali del pezzo piegato.
Conclude Albenga: “la chiave di volta è l’accuratezza delle misure che, unitamente al software appositamente realizzato per l’autodattamento, ha consentito di raggiungere le prestazioni che desideravamo.”
www.keyence.it/DELSY
www.keyence.it



Richiedi maggiori informazioni…
